
Together, these products serve three roles in the built environment:
...they hold the building up (structural),
...they make it last (exterior), and
...they make it look and feel good (interior)
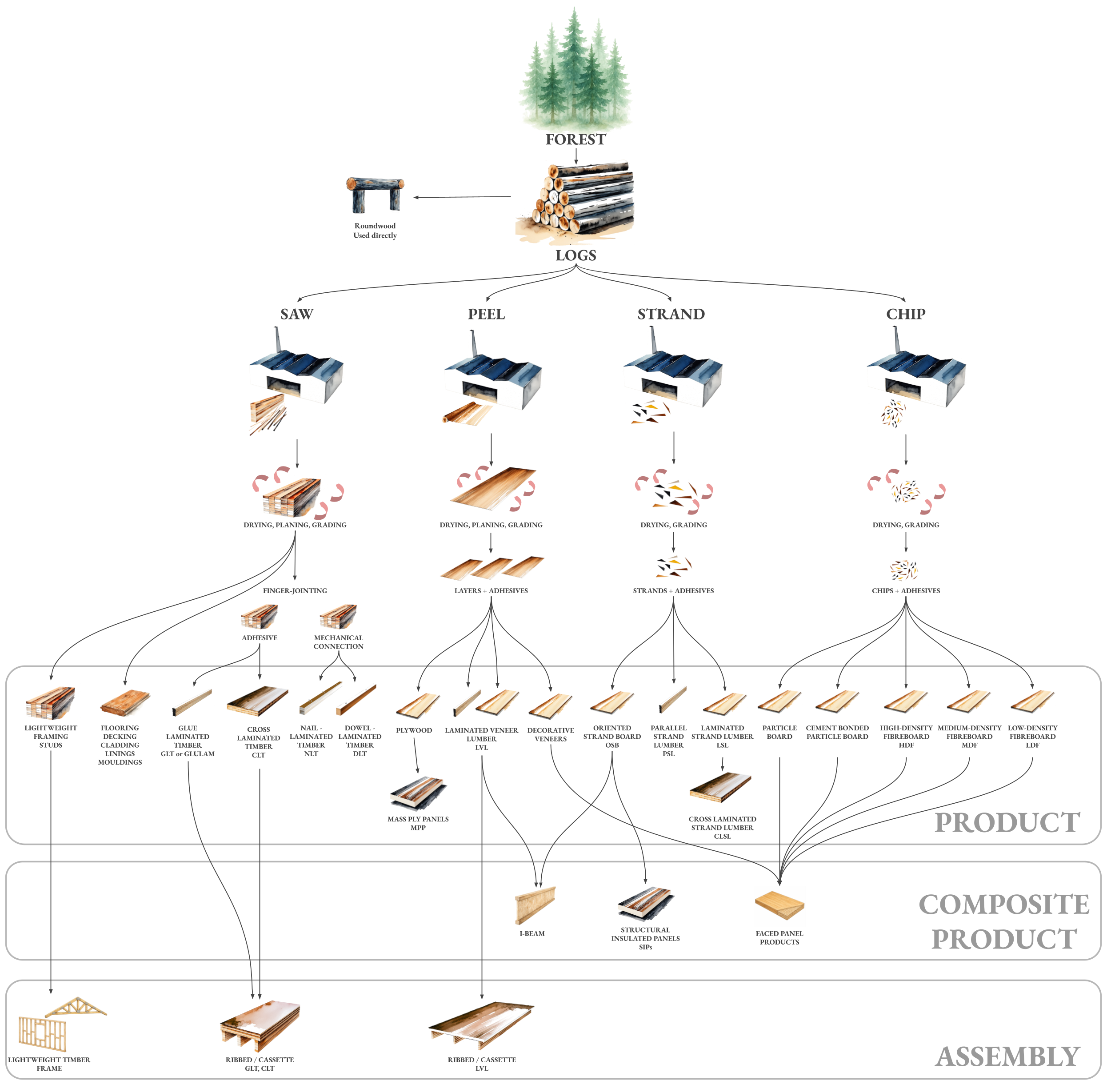
All timber products trace back to Forestry, followed by four primary processing methods: Sawing, peeling, stranding, and chipping.
Key Takeaways:
- All timber products trace back to four primary processing methods: Sawing, peeling, stranding, and chipping. Each produces a distinct family of solid and engineered products for structural, interior, and exterior use.
- Solid sawn timber remains the most widely used wood product in Australian construction, from structural framing through to cladding, lining, and mouldings.
- Engineered wood products (EWPs) such as LVL, plywood, glulam, CLT, and OSB offer enhanced strength, dimensional stability, and prefabrication potential. Each suits different structural roles: beams, panels, sheets, or curved forms.
- Timber composites mechanically connect two (or more) materials within a single element for composite action (e.g. TCC floors, engineered I-beams). A timber hybrid combines materials at a building level for different structural roles (e.g. concrete core with mass timber frame). Glulam and CLT are engineered timber products, not composites in the multi-material sense.
- Product selection should be guided by process, application role, and performance requirements, not material name alone. Every product discussed in this guide includes typical dimensions, common species, and links to detailed specification guidance.
Wood Products by Process
All timber products begin as roundwood. Whole logs are harvested from plantation or sustainably managed forest, in growing cycles as short as 3-7 years for some species. The same plot of land continually pulls carbon from the atmosphere, transforming it into useful trees, again and again. Some roundwood is used almost directly in construction as poles, piles, and structural rounds. Most, however, is broken down by one of four primary processes: sawing, peeling, stranding, or chipping, each of which yields a distinct family of products.
Sawing produces solid sections and boards.
Peeling produces veneers, which are reconstituted into products such as plywood and laminated veneer lumber (LVL).
Stranding produces flakes and strands, used in oriented strand board (OSB) and laminated strand lumber (LSL).
Chipping produces particles and fibres, used in particleboard, MDF, and hardboard.
Many of these base elements are then further engineered: laminated, pressed, or adhesive-bonded, into high-performance structural and architectural products.
Sawing is the most fundamental conversion process. Logs are broken down at the sawmill into solid rectangular sections, boards, and profiled elements. Sawn timber is the backbone of conventional construction in Australia and is used across structural, exterior, and interior applications.
- Common species:
- Radiata Pine (softwood); Spotted Gum, Blackbutt (hardwoods)
- Strengths:
- Readily available, cost-effective, easily worked
- Considerations:
- Typically requires grading and, in many cases, treatment for durability and termite resistance.

Figure 1: Sawn timber profiles (WS TDG 46 p71)
Structural sections are graded by strength (MGP or F-grade for softwoods, hardwood stress grades for hardwoods) and used for framing, bearers, joists, and lintels. Common softwood species include Radiata Pine, Slash Pine, and Hoop Pine. Common hardwood species include Spotted Gum, Blackbutt, Ironbark, and Victorian Ash. Typical sawn section sizes range from 70 × 35 mm framing through to 300 × 75 mm bearers, depending on species and application.
Boards, lining, and mouldings - sawing also produces cladding boards, lining boards, architraves, skirtings, and other profiled sections for interior and exterior finishes. These are often produced from appearance-grade timber and may be finger-jointed or laminated for stability.
Decking and external elements - hardwood decking, battens, and screening are sawn products selected for natural durability or treated for above-ground exposure.
Sawn timber typically requires grading for structural use and, depending on species and exposure, preservative treatment for durability and termite resistance. For more on species selection, see Wood Species.
Peeling (rotary or sliced) converts logs into thin veneers. These veneers are then dried, graded, and reconstituted with adhesives into sheet or beam products with highly predictable structural properties. Peeling is also used to produce decorative face veneers for architectural finishes, though the method differs slightly from structural rotary peeling.
Plywood is formed by layering veneers with grain directions alternating at right angles and bonding them under heat and pressure. This cross-lamination gives plywood dimensional stability and strength in both directions. It is widely used for bracing, flooring substrates, formwork, and structural diaphragms. Exterior grades (Type A bond) are suitable for weather-exposed applications; interior grades (Type B bond) are used for linings and cabinetry. Common species include Radiata Pine, Hoop Pine, and various hardwoods. Standard sheet sizes are typically 2400 × 1200 mm in thicknesses from 4 mm to 32 mm.
Laminated Veneer Lumber (LVL) is produced by bonding veneers with grain running predominantly in one direction, creating a high-strength linear member. Factory-controlled production ensures consistent mechanical properties across the full length, making LVL well suited to beams, lintels, rafters, truss chords, rim boards, and formwork. LVL is manufactured from both softwoods (Radiata Pine) and hardwoods, with hardwood LVL offering higher strength and stiffness for demanding structural applications. Typical section depths range from 150 mm to 600 mm, with thicknesses of 35 mm to 63 mm, and lengths up to 12 m or more.
Decorative veneers (sliced or half-round peeled from select logs) are used as face layers on panels, joinery, and furniture. Species are chosen for figure, colour, and grain character. While not structural, decorative veneers are a significant product of the peeling process and relevant to interior timber specification.
For more on LVL and plywood specification, see the dedicated product guides.
Stranding breaks logs into elongated flakes or strands, which are then dried, blended with adhesives, oriented in specific directions, and pressed under heat into panels or structural members. Strand-based products make efficient use of smaller-diameter logs and offer strong, consistent performance across large formats.
Oriented Strand Board (OSB) is formed from compressed strands arranged in cross-oriented layers, producing a rigid structural panel. OSB is used for bracing, wall sheathing, flooring substrates, and packaging. It performs a similar role to plywood in many applications, often at a lower cost, though its behaviour under sustained moisture exposure differs and must be considered in specification. Standard sheet sizes are typically 2400 × 1200 mm in thicknesses from 6 mm to 18 mm.
Laminated Strand Lumber (LSL) and Structural Composite Lumber (SCL) are produced by bonding long oriented strands into solid billets, which are then resawn into beams, columns, studs, and rim boards. These products offer high consistency and are manufactured to precise dimensional tolerances, making them well suited to prefabricated framing systems. LSL is typically produced from fast-grown species such as Aspen or Yellow Poplar. In Australia, LSL and SCL products are generally imported. Typical section sizes are comparable to sawn framing and beam dimensions, with depths up to around 300 mm and lengths to 10 m.
When specifying strand-based products, confirm bond type and exposure rating for the intended application. For exterior or high-humidity environments, ensure the product is rated for the relevant hazard class.
Chipping reduces logs, sawmill residues, and recovered wood into small particles or fibres. These are then dried, blended with adhesives, and pressed under heat into sheet products. Chipped products make productive use of lower-grade wood and processing waste, and are used extensively in interior fit-out, furniture, and non-structural building applications.
Particleboard is made from wood particles bonded with resin and pressed into flat panels. It is widely used as a substrate for benchtops, shelving, cabinetry, and flooring underlay, typically with a melamine, laminate, or veneer face applied. Particleboard is not suitable for structural applications or sustained moisture exposure. Standard sheet sizes are typically 3600 × 1800 mm or 2400 × 1200 mm, in thicknesses from 12 mm to 33 mm.
Medium Density Fibreboard (MDF) is produced from refined wood fibres pressed into smooth, dense panels. Its uniform density and fine surface make it the preferred substrate for painted joinery, mouldings, skirting boards, door skins, and decorative panels. Like particleboard, MDF is generally limited to interior dry-use applications unless a moisture-resistant grade is specified. Common thicknesses range from 3 mm to 32 mm.
Hardboard is a high-density fibreboard produced by wet-pressing refined wood fibres. It is used for wall linings, pegboard, drawer bottoms, and template work. It is thinner and denser than MDF, typically 3 mm to 6 mm thick.
Chipped products play a major role in interior construction and fit-out. Species are generally mixed plantation softwoods and processing residues. When specifying for wet areas or high-humidity environments, confirm the product is rated for the intended exposure.
Many timber construction solutions combine wood with other wood elements, or with non-timber materials such as concrete or steel. Two terms describe these combinations, and it is worth being precise about the distinction.
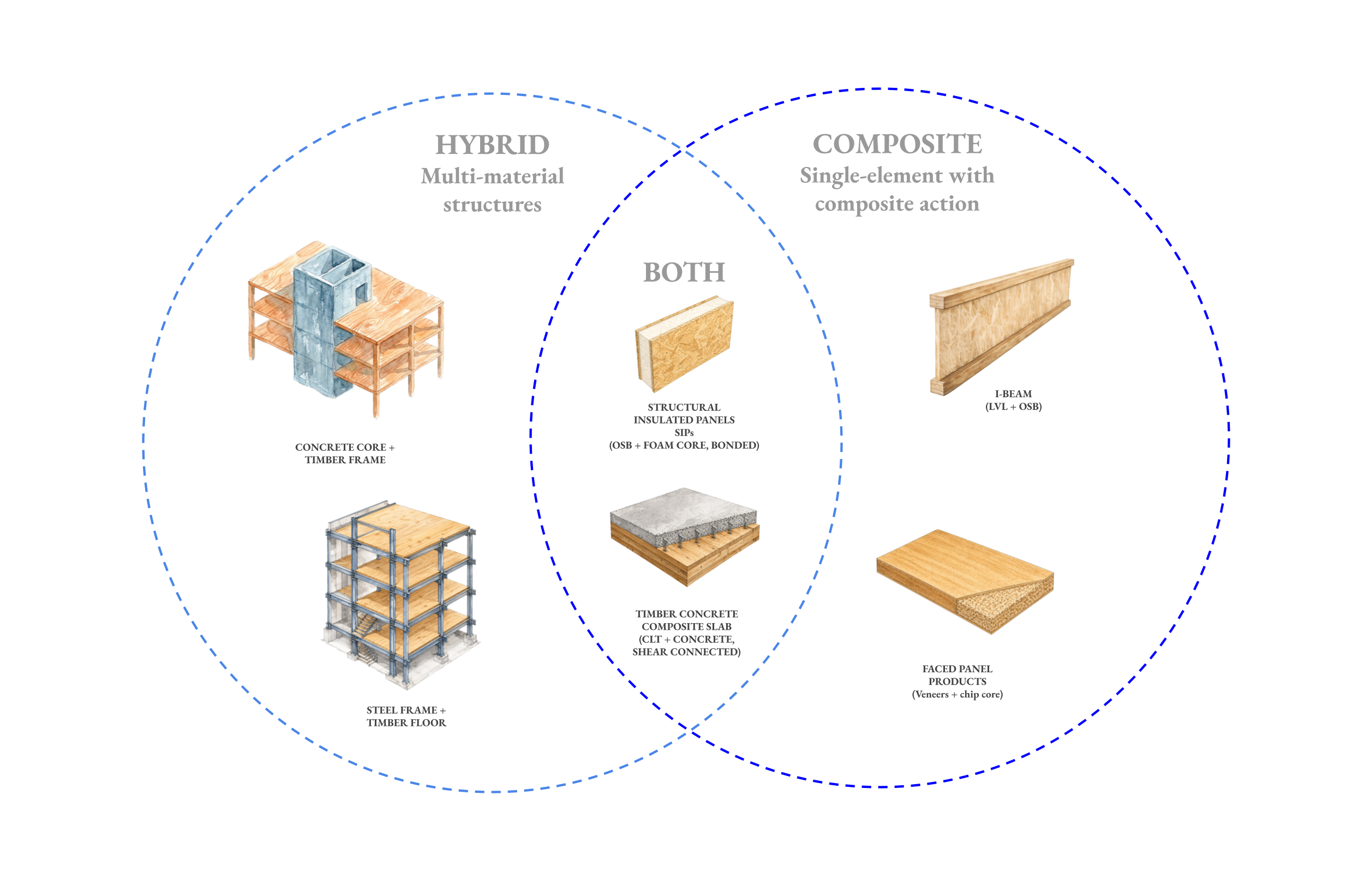
A timber composite brings two or more distinct materials together within a single element so that they act as one structural unit — this is called composite action. The materials are mechanically connected and share load. Examples include timber-concrete composite (TCC) floor slabs, where a concrete topping is shear-connected to a CLT or LVL panel so that the concrete handles compression and the timber handles tension; and engineered timber I-beams, where LVL or sawn timber flanges are bonded to an OSB or plywood web to form a lightweight, efficient joist.
A timber hybrid is the broader term: any structure that combines timber with other materials for different structural roles, without necessarily bonding them into a single element. A concrete core with a mass timber frame above is a hybrid. A steel portal frame with CLT floor panels is a hybrid. The materials work alongside each other but each performs its own role independently.
Note that the term "composite" is also used within the timber industry to describe engineered wood products themselves — plywood, LVL, glulam, and OSB are all composites in the sense that they reconstitute wood elements into a new product. Context usually makes the intended meaning clear. Glulam and CLT, while engineered from multiple timber laminations, are not composites in the structural multi-material sense described above.
Hybrid and composite systems are explored in more detail under Structural Systems, where the focus shifts from individual products to how they are combined at a building level.


