Publications

Related Content
- CLT Guide - hub page and overview
- CLT Design, Detailing, and Construction - structural design, connections, tolerances, services, construction sequencing
- CLT Acoustic Design - acoustic performance, NCC compliance, tested systems
- CLT Fire Performance - charring behaviour, FRLs, encapsulation, NCC pathways
- CLT Compliance Pathways - NCC requirements, DtS, Performance Solutions
- CLT Environmental Performance - carbon storage, EPDs, biophilic effects, waste
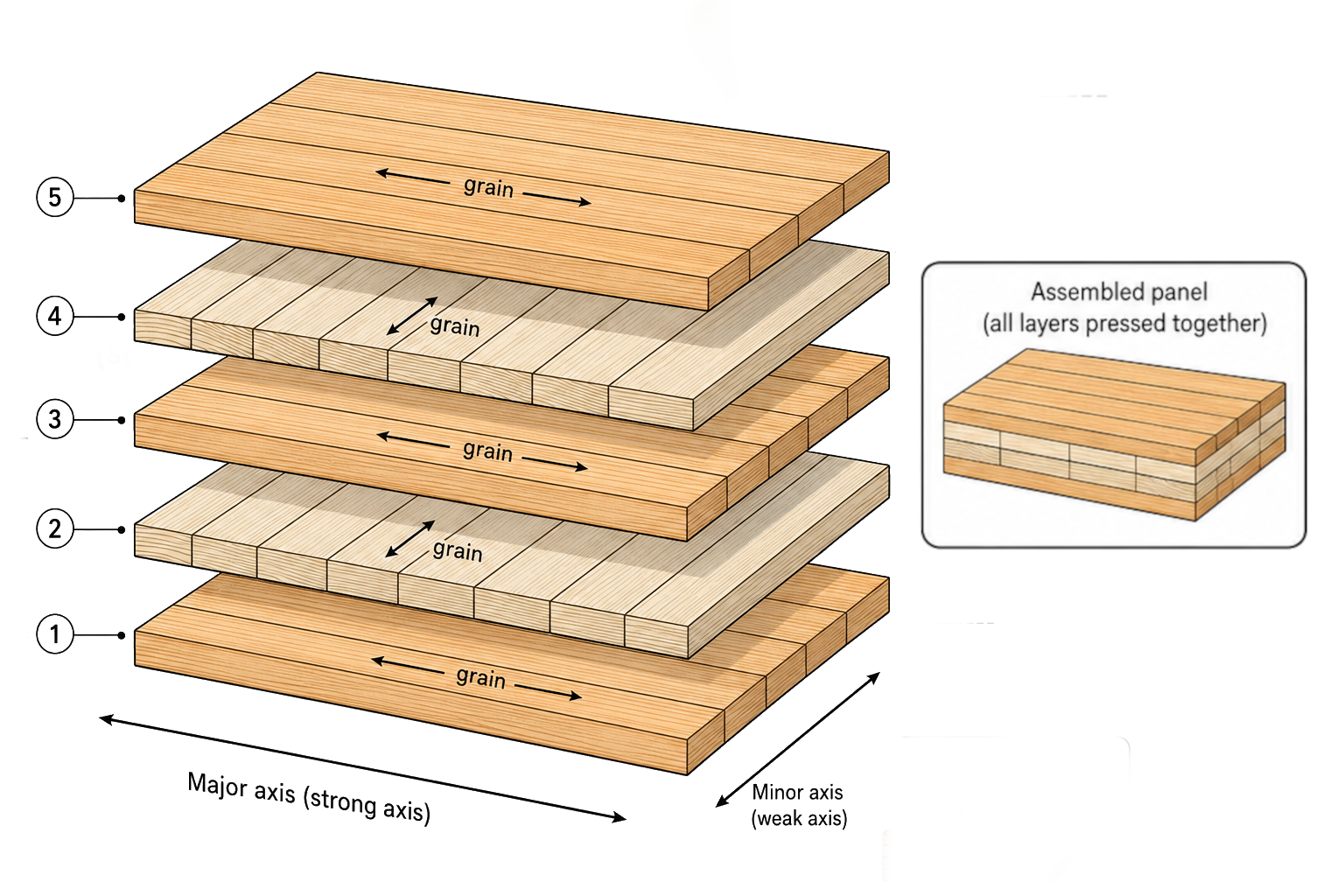
- WoodSolutions Technical Design Guide 16: Massive Timber Construction Systems - CLT
- WoodSolutions InFocus: How It's Made - Cross Laminated Timber (CLT)
- Wood Products and Types Overview
- Moisture Management in Mass Timber Construction
- Moisture Guide