Connections are the most critical aspect of CLT structural design. Individual panels are strong and stiff; the building's overall structural behaviour, robustness, and constructability are determined by how panels are connected to each other, to supporting elements, and to the foundations. Every connection must transfer the required combination of vertical loads (gravity), in-plane shear (diaphragm and shear wall action), out-of-plane loads (wind, seismic), and uplift and overturning forces. A single connection may serve multiple functions, and the interaction between load paths is a primary design consideration.
Self-Tapping Screws
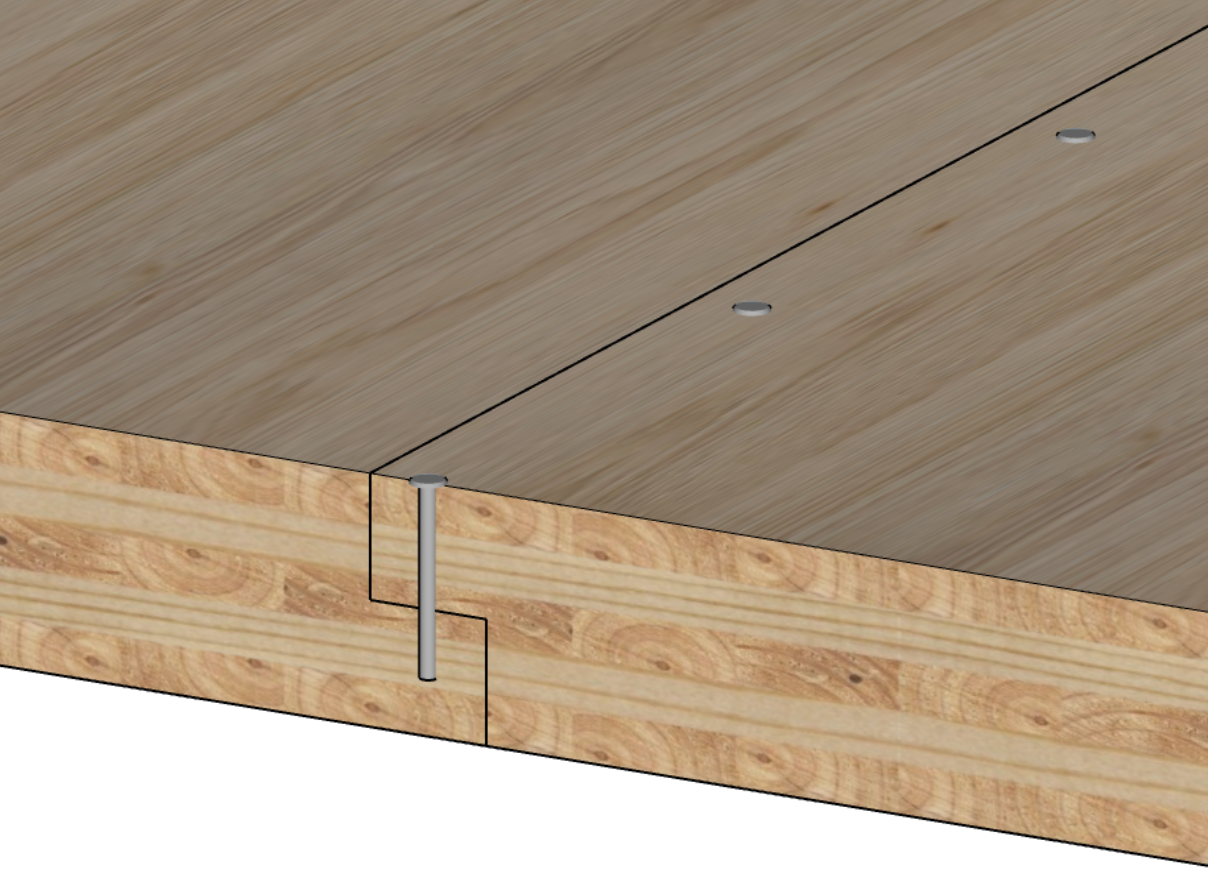
Self-tapping screws (STS) are the primary fastener in CLT construction. These engineered screws - typically carbon steel with specialised threads and hardened tips - can be driven into CLT without pre-drilling, in diameters of 8-14 mm and lengths up to 400-600 mm or more. They are used for panel-to-panel splices, angle-driven hold-downs, beam-to-panel connections, and reinforcement around openings and notches.
Self-tapping screws offer high pull-out strength and can take combined lateral and axial loads, allowing them to resist uplift while transferring shear. Their versatility means many connections can be detailed with screws alone at specific angles and spacings, avoiding the need for bulky steel plates.
When designing with screws in CLT, the layered structure must be considered. If screws are loaded in withdrawal through transverse (cross) layers or unbonded edges between lamellae, design values are adjusted accordingly. Embedment and withdrawal capacities should be verified from the manufacturer's technical literature or tested values. Engineers often reference European yield models or manufacturer-supplied data in addition to the AS 1720.1 fastener provisions.
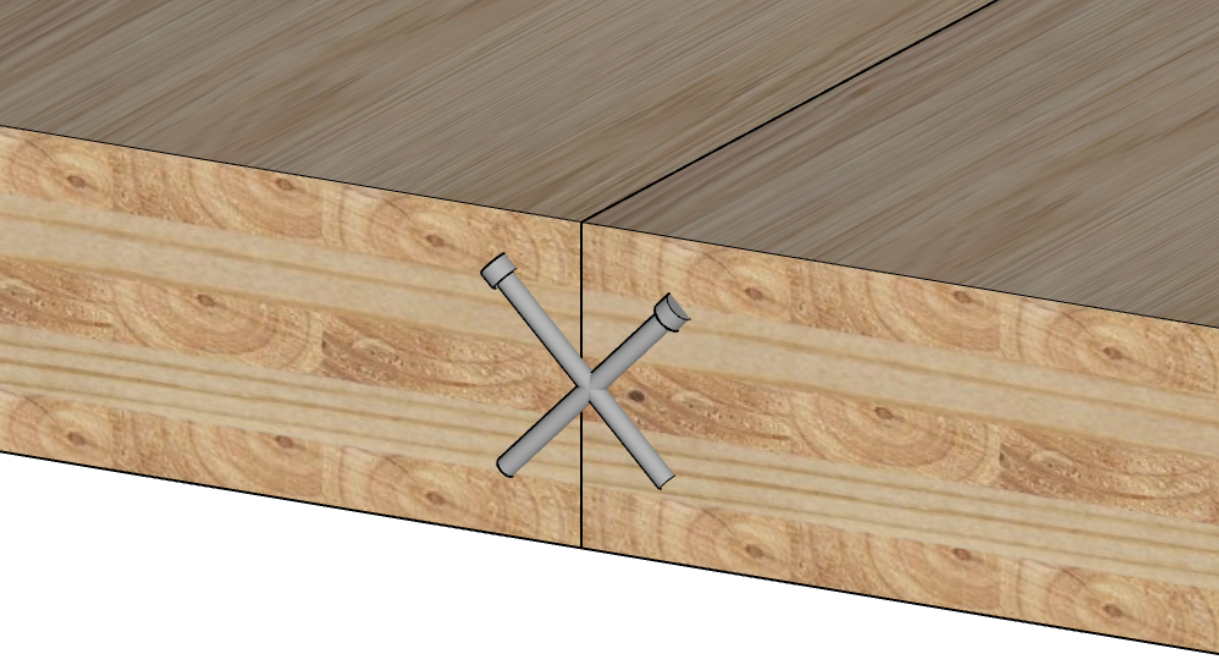
A practical note: fully threaded screws can act as clamps, restraining the natural shrinkage and swelling of timber across the panel. While beneficial for some connections, overuse of fully threaded screws in directions that restrain moisture movement can induce splitting. The principle is to work with the dimensional behaviour of the timber, not against it.
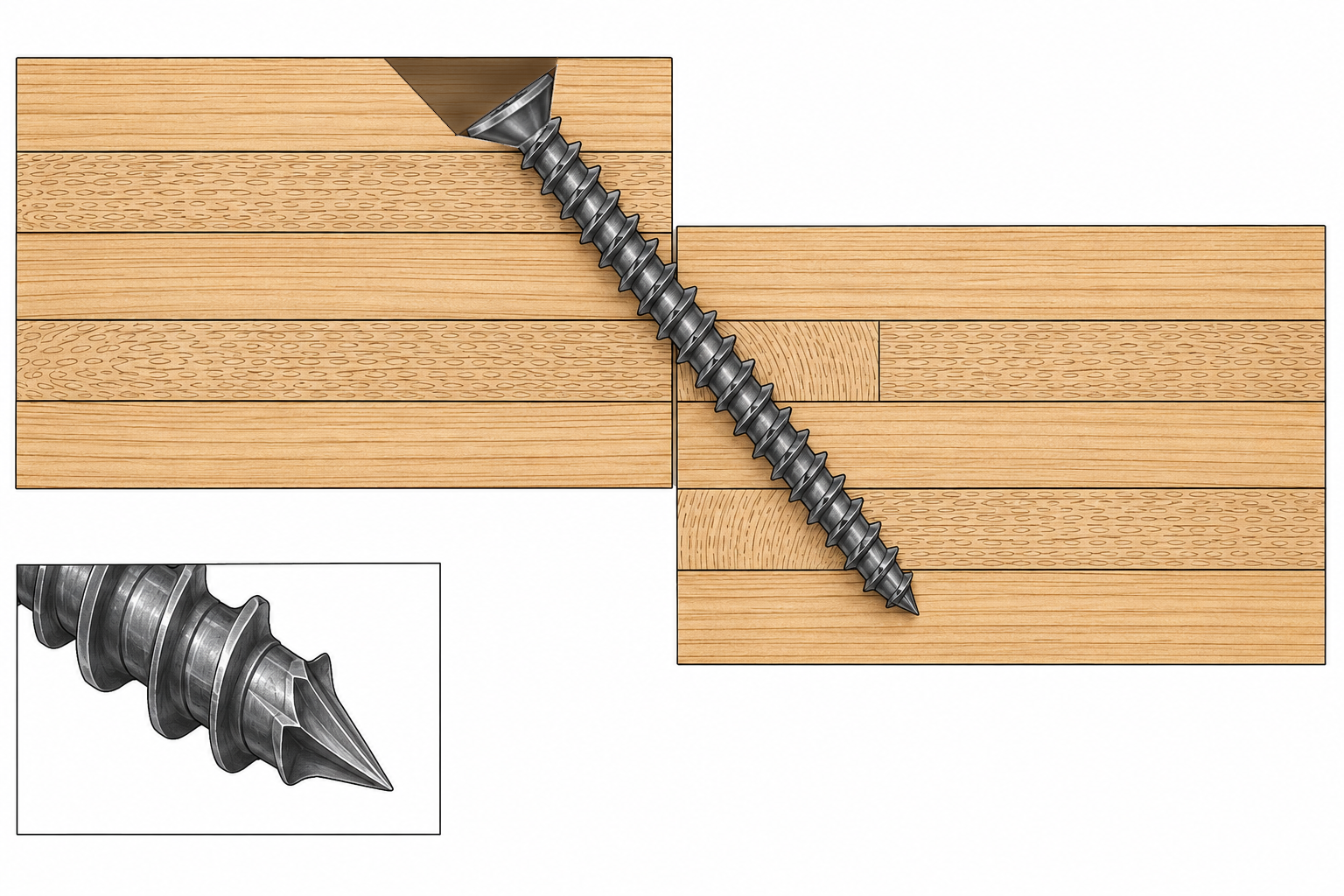
Figure 2: Self-tapping screw. When designing angled screws, be mindful of edge distances and grain directions.
Steel Plates and Brackets
Steel connectors complement screws and provide higher-capacity or more specialised load transfer.
Angle brackets
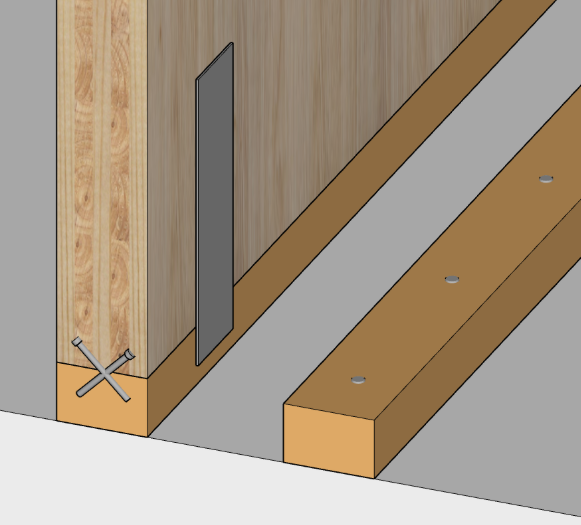
The standard connector for wall-to-floor and wall-to-foundation joints, transferring in-plane shear. Proprietary CLT angle brackets are rated for specific shear and tension capacities and are selected based on the required resistance at each location. Brackets are typically installed on the interior face of the wall (or concealed in false floors or wall cavities) to maintain a clean exterior and protect them from fire.
Hold-down anchors
Resist uplift and overturning at the base of shear walls. These may be proprietary heavy-duty systems or adapted from light timber framing practice (per AS 1684), depending on the loads involved. The panel's thickness and layer orientation should be considered for anchor design.

Angle and Hold Down Brackets
Figure 3: Hold down and angle brackets paired together on an Australian site.
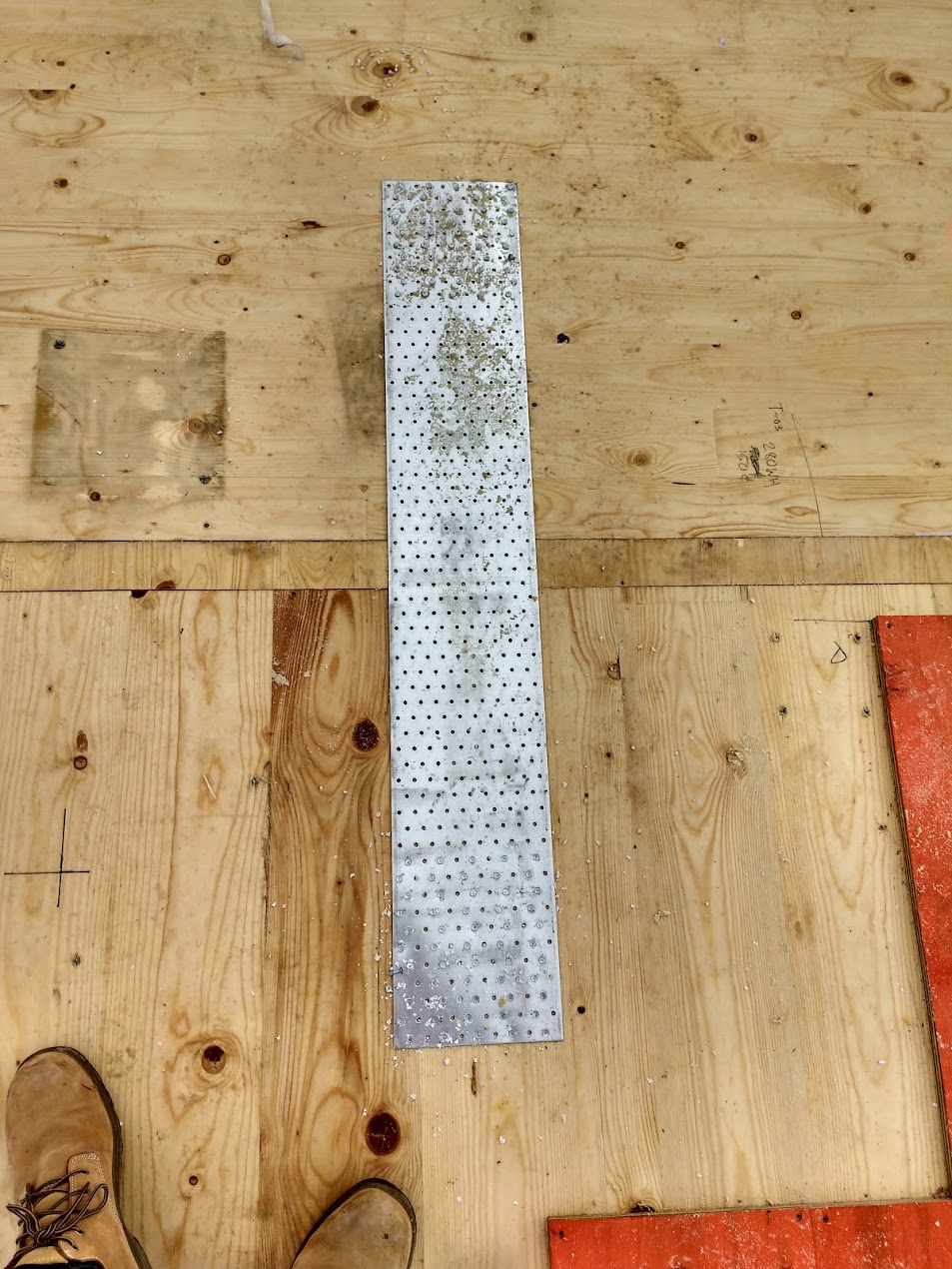
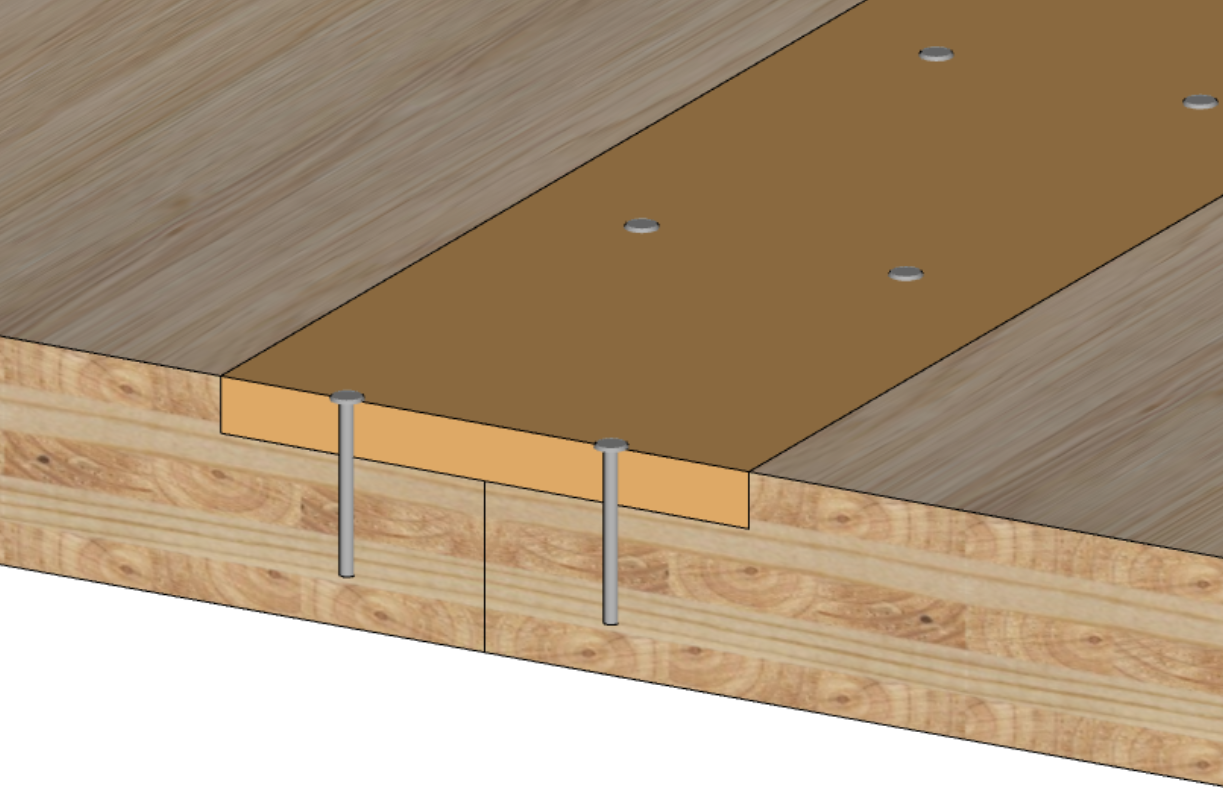
Flat straps and plates
Join panels in-plane - for example, a steel plate screwed across a wall butt joint to resist tension, or a continuous strap tying floor panels together for diaphragm continuity.
Figure 4: Flat plate to tie a floor diaphragm together
Knife plates (embedded steel plates with bolts or dowels) are common in glulam beam-to-column connections and can be used in CLT as well. A steel plate fits into a CNC-routed slot in the panel edge, creating a concealed connection. Wood plugs over bolt heads provide fire protection and a clean finish.
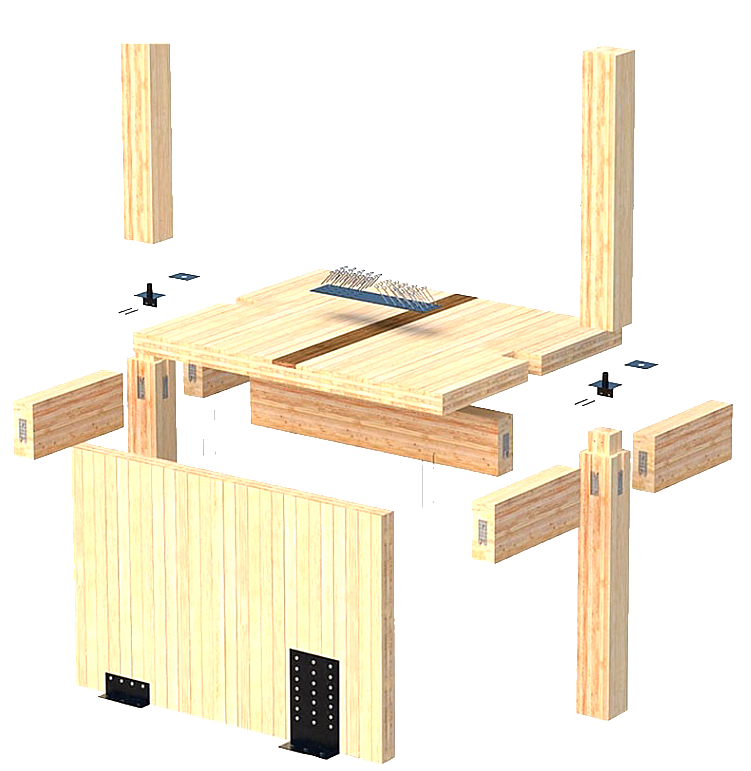
Concealed two-part connectors
Installed in CNC-machined pockets in both joining members and mate on site. They can carry heavy loads and keep all metal hidden - beneficial for both fire performance and aesthetic quality.
When using steel hardware in CLT, fire protection is a key consideration. Exposed steel loses strength at elevated temperatures and can cause premature failure in a fire-rated assembly. Detailing options include recessing steel behind fire-rated linings, applying intumescent coatings, covering with timber plugs, or designing connections with sufficient embedment depth to maintain capacity during the required fire resistance period. Corrosion protection (galvanising or stainless steel) is also important for any connectors exposed to moisture during construction or in service.

Concealed Connector Rothoblaas
Figure 5: Concealed connectors. Source: Rothoblaas
Nails, Bolts, and Dowels
Traditional nails are not widely used in CLT structural connections because they lack the withdrawal strength that screws provide, and are not suited to modern methods of fabrication. Nails may be used to attach metal hardware (joist hangers, brackets) where lateral loading governs. Driving nails into narrow panel edges (end grain) for withdrawal resistance is generally prohibited by design codes.
Bolts and dowels are used for steel plate connections and heavy-duty joints. Bolted connections should account for the cross-layer layout - predrilling slightly oversized holes can prevent splitting, and steel washers or plates may be needed to distribute forces across the surface lamella.
Innovative and Proprietary Systems
Mass timber connection technology continues to evolve. Notable developments include glued-in rods (steel rods epoxied into pre-drilled holes, creating high-capacity concealed connections - used in Europe for moment connections and CLT-to-concrete anchoring, but not yet standardised in Australian codes), proprietary snap-fit connectors (metal connectors that lock together on site, allowing rapid assembly with hidden hardware), and timber dowel connections (eliminating metal fasteners entirely - used in some European CLT buildings for sustainability and fire performance reasons).
When using any proprietary system, ensure it has relevant technical approvals or test data (European Technical Approvals, or CodeMark certification in Australia) to satisfy engineers and building certifiers. As a general rule, simpler connection palettes produce better outcomes. Many successful CLT buildings have been built with just three connection types - self-tapping screws, angle brackets, and hold-downs - applied consistently and well detailed.